
All images source: TP Aerospace
Nondestructive Testing (NDT) of Commercial Aircraft Wheels
The main flaws uncovered by NDT on the wheels are cracking, corrosion, geometrical distortion, and overheating.
Commercial aircraft wheels and their associated hardware are NDT inspected more often than any other aircraft component. Wheels experience continual dynamic loads, impact forces, and stresses during both take-offs and landings. They are also subjected to extreme environmental conditions both on the ground and at altitude. The wheel manufacturers continue to optimize the design of the wheels as best as possible, but failures do still occur and repetitive nature of a wheel’s exposure to these conditions can eventually lead to high cycle fatigue, corrosion, material property issues and various types of structural damage.
All of these issues have placed aircraft wheels into an aggressive and cyclic NDT inspection protocol and wheel’s potential for failure has led manufacturers to require various repetitive inspections at regular intervals. The intervals are different for each wheel type, but in general, tires are required to be removed at “X” number of landings and at these tire changes, the wheels are subjected to inspection. For larger commercial aircraft wheels, this interval is as little as 200 landings. In addition to the landing’s requirement, the wheels also have two different types of inspection regimes. These are named minor repair and major overhaul. In general, there will be 4 to 5 minor repairs performed before a major overhaul is performed. The minor repair is where the tire is removed, but the associated hardware remains assembled. The overhaul is a major repair and at this stage all hardware and even the paint is removed. Each of these intervals comes with a different set of NDT requirements, with the repair having much less access to inspectable areas and the full range of components of interest.
It is also important to note that in addition to the landings-based interval inspections the wheels can also be subjected to NDT inspections based on unplanned operational issues. These include such things as heavy braking or hard landings. In these cases, the tires and wheels are initially inspected on-wing for signs of overheating. Localized paint discoloration or a thermal relief plug melting will be cause for immediate wheel removal and the further NDT inspections.
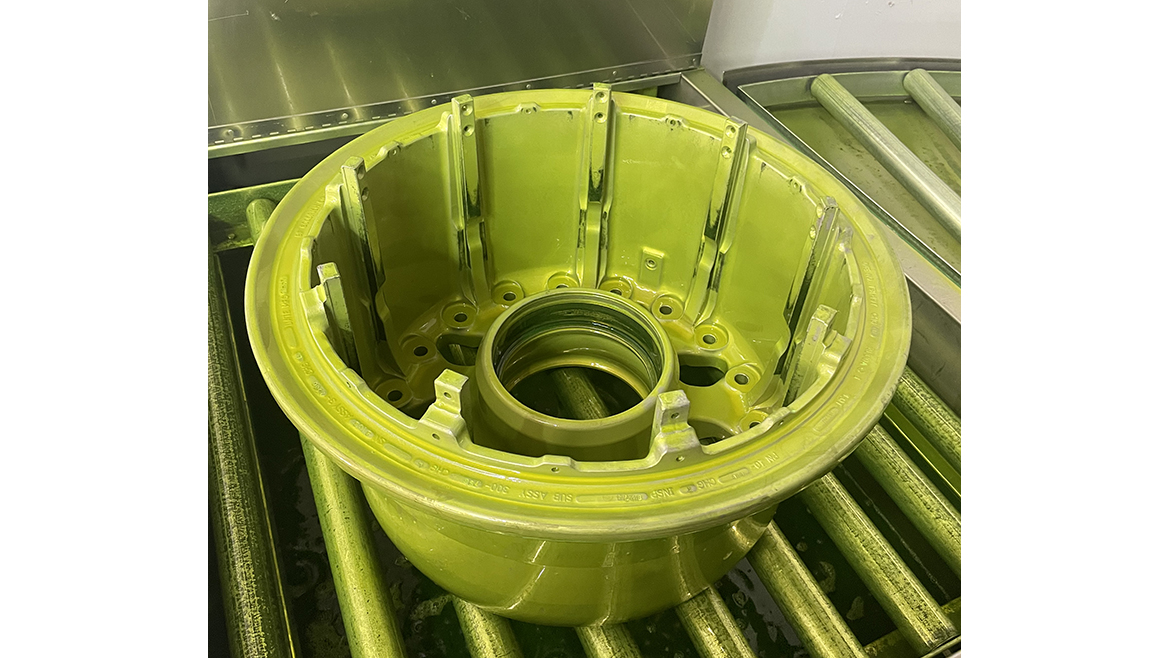
Larger commercial wheels are comprised of two-wheel halves, one is named inboard, and the other is outboard. Each wheel also has a set of the following associated hardware, tie bolts, drive keys, and heat shield. The main flaws uncovered by NDT on the wheels are cracking, corrosion, geometrical distortion, and overheating.
Each of the components can have various approved NDT methods approved for the required inspections. These methods are approved and selected based on a part’s material, geometry, the area(s)of interest, and the sensitivity to flaws. The methods generally used for the combination of these components can be grouped into two specific focuses, surface/near surface and subsurface. The surface/near surface methods are electromagnetic testing or eddy current testing (ET), magnetic particle testing (MT), and liquid penetrant testing (PT). The subsurface method used is ultrasonic testing (UT). Additionally, visual testing (VT), is also used for surface assessment across most of the inspections.

A brief explanation of each of these NDT methods:
ET, which works by placing an excitation coil in contact on a component. The coil generates a changing magnetic field using an alternating current, which interacts with the part and generates eddy currents. Fluctuations in the current responses are monitored and interpreted as acceptable or unacceptable.
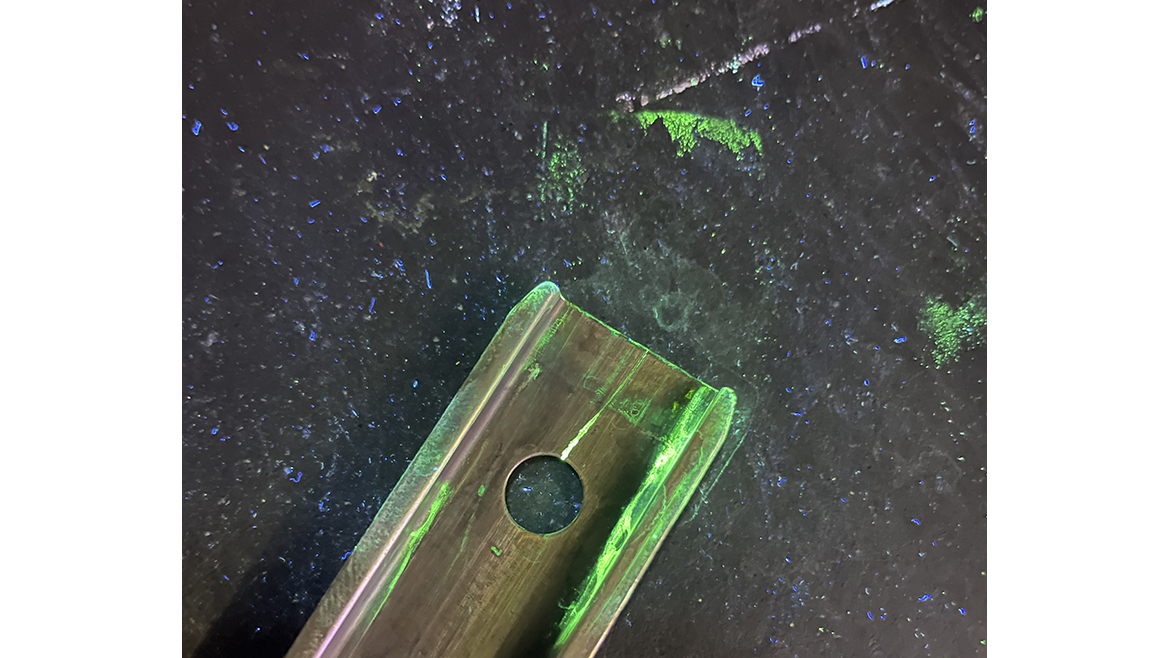
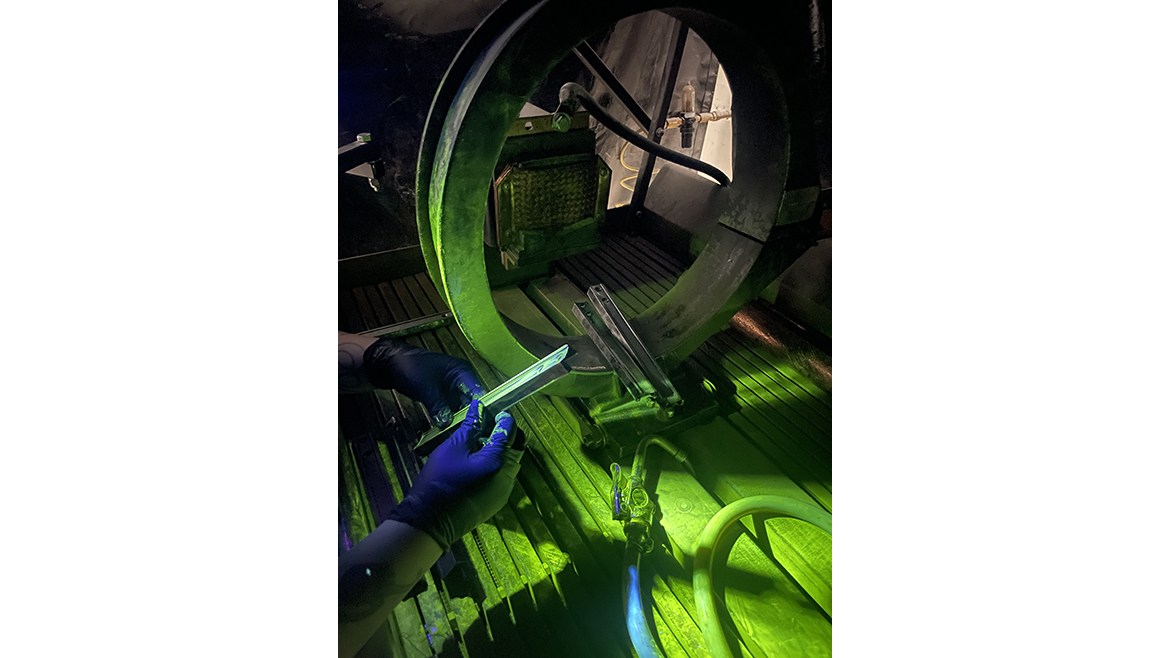
MT works by the introduction of a magnetic field into the components. With a field present, a fluorescent magnetic bath fluid is introduced to the entire part. If there is a flaw, there will be a break in the magnetic field and particles within the bath will congregate at the break in the field produced by the flaw. The flaws are visible when viewed under ultraviolet light.
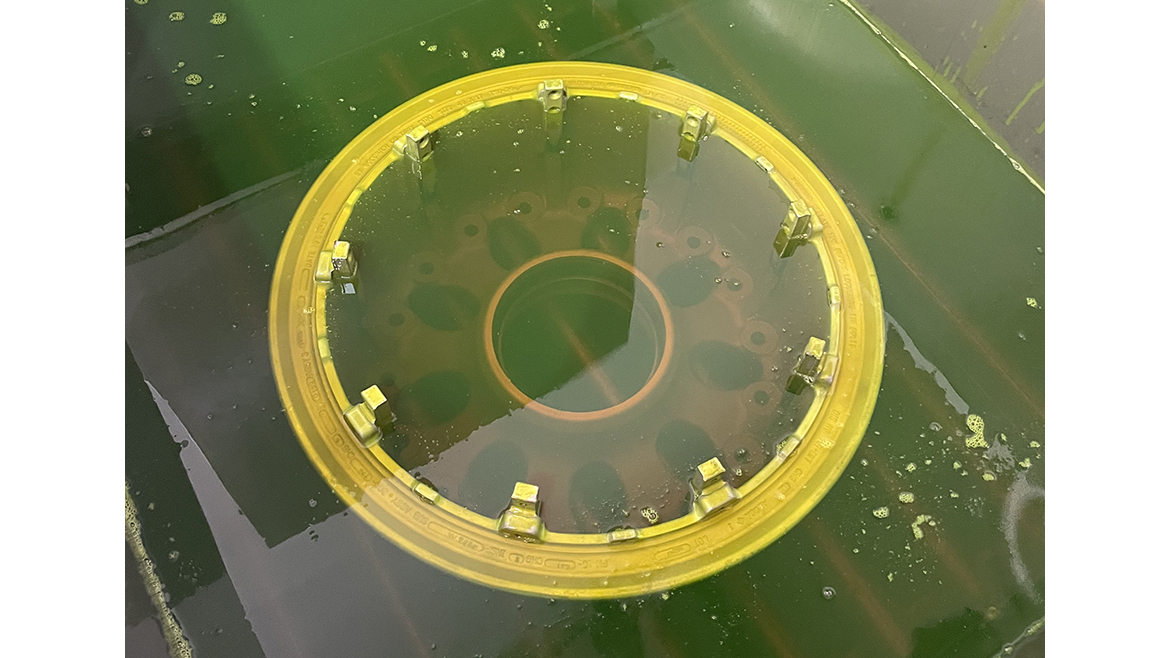
PT operates by using what is called capillary action, where a low surface tension fluorescent fluid is applied to all or part of a component. The penetrant dwells for a set amount of time where it penetrates surface-breaking flaws. After the required dwell, excess penetrant is removed, and a developer is applied. The developer helps to pull the penetrant out of flaws so that any indications can become visible when viewed under ultraviolet light.
UT uses ultrasonic energy to detect inconsistencies and flaws in materials. The energy is introduced with a transducer which converts an electrical pulse into a sound wave. That sound wave propagates through the material and if there is an interruption in the wave path, a portion of the energy is reflected back to the transducer from the flaw interface. The wave received back to the transducer is then converted back to an electrical signal which is displayed on a screen for interpretation and evaluation.
Visual testing (VT) with or without optical aids is the process of using visual observation of the surface of a test object to evaluate the presence of surface discontinuities.
NDT
Related Article
During the minor repair, ET, MT, PT, and VT are used. VT is used for an overall inspection for general condition and ET is used to detect cracks and cracklike flaws in the bead seat. The entire bead seat, for both the inboard and outboard halves are inspected thoroughly. The actual area of interest is the entire radius where the tire contacts the bead seat. The high stress of landings and especially hard landings is transferred to the wheel by the tire in this contact area. This area is especially prone to very small and tight cracking and if there are any cracks discovered, the wheel is deemed unserviceable. The bolts are also tested at this stage for cracking using MT and UT.

During the major overhaul both wheel halves, each tie bolt, each drive key, and the heat shield are inspected. The heat shield is inspected with VT. Each heat shield is provided with an extensive visual inspection where any irregularity is noted. The wheel halves’ bead seats are inspected the same as during the minor repair, but there are also additional ET inspections of the wheel hub and bolt holes on some of the part numbers. For the hubs, the mating surfaces of wheel hubs are inspected for any indications of cracking or initialization of corrosion. For the bolt holes, the adjacent regions around each hole are inspected for any signs of cracking. For both inspections, a handheld pencil type probe is used. Some specific part numbers also call out for a UT inspection of the hub. In these cases, the bearing seat area is inspected using a specialized angle beam UT procedure that ensures that no internal cracking is present.

The tie bolts and drive keys are each individually inspected. The NDT methods here can vary based on the material and method equipment availability. The bolts can be inspected using PT, MT, ET, or UT. Regardless of the method used, the inspections are of the entire bolt, but the specific area of interest is placed on the threads and the bolt head. Cracking in these areas is considered unserviceable. Drive keys are generally inspected with MT, but PT can also be used. The entire key is inspected for flaws and any cracking here is also considered unserviceable.
As aircraft wheels and their associated hardware are NDT inspected more often than any other aircraft component, it is dire that this inspection protocol be performed. Each of the NDT inspections plays a significant role in the serviceability and quality assurance of aircraft wheels. The take-offs and landings in between each repair cycle can bring new issues as the highly stressed and hard-working components are cycled repeatedly. NDT is a key to maintaining air safety and these wheel inspections are near the top of the list.